 
HERBORISTIC
COSMETIC
VEGETAL EXTRACTORS
Rapid
extractors for medical herbs
Essential
oil extractors
Mixers
- Emulsifiers
Hammer
mill
POLLUTING
CHEMICALS
Silver
recovery units
Concentrators
evaporators
WASTE
WATERS
Chemical-phisical
plant
Depurators
Resins plant
Reverse
osmosis
Ultrafiltration
APPLICATION
EXAMPLES
|
|
REVERSE
OSMOSIS
ULTRAFILTRATION
OVERVIEW
Today reverse osmosis represents the safest and most convenient
technique for the desalination of water of various sources. This
treatment replaces more and more other water desalination technologies
thanks to the optimum binomial between qualitative results and low
operating costs.
Advantages
In fact reverse osmosis guarantees reduced energy consumption and low
consumption of chemical products. Furthermore, the parameters of waste
water are within the limits for the discharge, thereby downsizing the
more than ever noted problem for the disposal of eluents (which exists
for example for water softeners and ion exchange resin demineralization
units).
HOW
IT WORKS
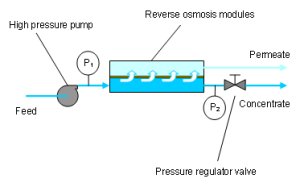
Reverse osmosis is the process that occurs when a saline solution is
placed into contact with a membrane that is absorbent to water (and not
dissolved salt) at a pressure that is over the osmotic pressure of the
solution itself. The passage of a water poor in salts (permeate) occurs
through the membrane, whereas on the outside of the membrane a waste
water rich in salts (concentrate) is obtained.
Recovery
factor = Permeate /
feed water x 100
Here
below is a list of the main
parameters that are used in the planning stage of reverse osmosis and
desalination processes:
- Salinity of the water to be treated
- Temperature of the water to be treated
- Recovery factor
- pH
- SDI
- Hardness
- Alkalinity
The comprehension of the water characteristics must be added to these
essential factors in particular, in order to improve possible
pre-treatment, it is fundamental to verify the presence
of:
- Suspended solids
- Polluting metals, such as iron and
manganese for
example
- Bacterial concentration
- Chlorine or oxidizing agents in general
(except
oxygen)
- organic substances, sulphides, oils.
PRE-TREATMENT
Before the reverse osmosis section it is important to determine the
most suitable “pre-treatment” based on the
characteristics
of the water to be treated so as to guarantee the greater operating
continuity of the system and reduce washing frequency. Correct
pre-treatment prevents relatively rapid lodgement of the membrane due
to grime and/or physical impurities, lodgement due to precipitation of
encrusting salts and/or metals, bacterial proliferation, contact with
oxidising agents.
USAGES
- Desalination of
brackish water to
obtain drinking,
irrigational or industrial water.
- Demineralising of well
or tap water for
industrial
use (heating plants, food, pharmaceutical, electronics industry, etc..).
- Desalination of sea
water to obtain
drinking water
OUR
STANDARD PRODUCTION
Our production of reverse osmosis units for the desalination of water
covers a wide range of solutions which are different based on:
- The type of water to
be treated, tap
water,
brackish or sea water;
- The type of use,
drinking water,
irrigational or
industrial water;
- The productive
capacity, from 200 l/h
to 25 m3/h of
permeate for brackish or tap water.
The desalination units efficiently operate in a continuous manner,
consequently the necessary productive capacity is given from the daily
need of permeate divided by the 24 hours that the unit is operating. It
is advisable to have an accumulation tank of the produced
permeate.
OPERATIONAL
LIMITS
In order to guarantee the long lasting performance of the membranes,
the intake water of the reverse osmosis unit must respect the following
limits:
- SDI < 3
- Iron <
0.05 mg/l
- Manganese <
0.05 mg/l
- Chlorine and
oxidant 0.0 mg/l
- Bacterial and organic
substances concentration
following the requirements of a drinking water
- Absence of oils,
sulphides and polluting substances
in general
Tap
or low salinity water
demineralising units
OVERVIEW
The
reverse osmosis tap water demineralising units are used for the
production of demineralised water for industrial use (heating plants,
food, pharmaceutics, electronics industry, etc..).
The models have productive capacities that range from 200 l/h to 2200
l/h of produced permeate. The demineralisation units efficiently
operate in a continuous manner, consequently the necessary productive
capacity is given from the daily need of permeate divided by the 24
hours that the unit is operating. It is advisable to have an
accumulation tank of the produced
permeate.
The desalinisation units are equipped with a sequestrant agent dosage
group that prevents the precipitation of incrusting salts on the
membranes. Furthermore, the unit may require an additional dosage group
or alternatively an active carbon filter to reduce the chlorine present
in the water to be treated. Post-treatment made up of a degassing tower
can be introduced in the event that it is necessary to eliminate the
carbon dioxide that is present in the permeate and increase the Ph. The
use of a station for the periodic washing of the membrane is always
advisable. For the production of ultrapure water the equipment consists
of mixed bed resins and UV after the dissalation unit.
|
